Hygienic Thermal Solutions for Food & Beverage Processing
API Heat Transfer provides food and beverage manufacturers with hygienic, efficient heat exchangers engineered for continuous production environments — supporting pasteurization, product heating and cooling, and plant utility systems while meeting the strict sanitation standards the industry demands.

Design Standard
Hygienic & Sanitary Construction
Applications
Pasteurization, Heating, Cooling & Concentration
Utility Support
Steam Condensation, Water Circuits & Plant Cooling
Brands
Schmidt, Basco
THE FOOD & BEVERAGE CHALLENGE
Food and beverage processing requires thermal systems that balance efficiency, consistency, and strict hygiene standards — where precise temperature control is essential to product safety, quality, and shelf life.
Frequent Sanitation.
Product Safety Is Never Negotiable.
ENGINEERED FOR FOOD & BEVERAGE PROCESSING
API provides food and beverage manufacturers with Schmidt and Basco technologies suited to every stage of production — from hygienic plate heat exchangers for product processing to shell and tube solutions for plant utility and support systems.
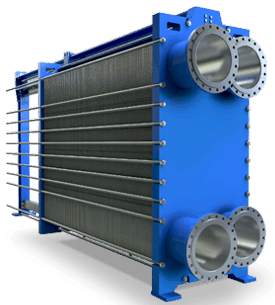
Schmidt gasketed plate heat exchangers designed for hygienic food and beverage processing — providing high thermal efficiency, easy cleanability, and serviceability for product heating, cooling, and pasteurization applications.
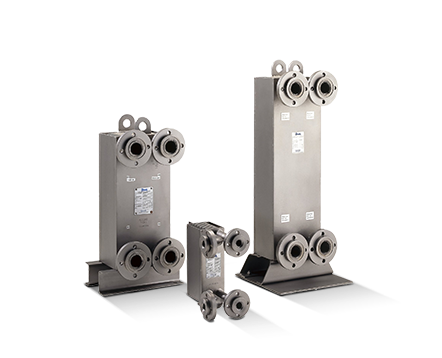
Compact brazed plate units for food and beverage applications requiring a space-efficient, permanently sealed design — suited to utility cooling, refrigeration support, and secondary process circuits.
Basco U-tube and custom TEMA shell and tube exchangers for plant utility and process support duties — including water circuits, steam condensation, and plant cooling systems that keep production lines running.
Equipment designed with hygienic surface finishes, sanitary connections, and CIP-compatible configurations — ensuring thorough cleanability across the frequent sanitation cycles of food and beverage production environments.

PROVEN ACROSS FOOD & BEVERAGE APPLICATIONS
Food and beverage process applications we support.
TECHNICAL RESOURCES FOR FOOD & BEVERAGE ENGINEERS
Process design guidance, hygienic design references, and application support to optimize thermal performance and maintain compliance across food and beverage manufacturing operations.
Get a Project Estimate
Discuss specs, custom solutions, and integration
Related Products





Frequently Asked Questions
Common questions about Food and Beverages heat transfer applications and API Heat Transfer solutions.